以下是:绕筋机-数控弯箍机好产品放心购的产品参数
| 产品参数 |
|---|
| 产品价格 | 35000/台 |
|---|
| 发货期限 | 3 |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 不含运费 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 优 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 钢 |
|---|
| 产品品牌 | 河南建贸 |
|---|
| 发货城市 | 长葛 |
|---|
| 产品产地 | 长葛 |
|---|
| 产品型号 | JMRLJ-3000 |
|---|
| 可售卖地 | 长葛 |
|---|
| 产品重量 | 4吨 |
|---|
| 产品颜色 | 红 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 4*15米 |
|---|
| 适用领域 | 高速高铁 |
|---|
| 是否进口 | 否 |
|---|
| 产品功率 | 15千瓦 |
|---|
浙江省,金华市,武义县 2022年,武义县地区生产总值(GDP)320.50亿元,GDP增量7.25亿元,GDP名义增长率2.31%。
想要知道绕筋机-数控弯箍机好产品放心购产品如何?看视频就知道!看视频,选产品更明智!
以下是:绕筋机-数控弯箍机好产品放心购的图文介绍


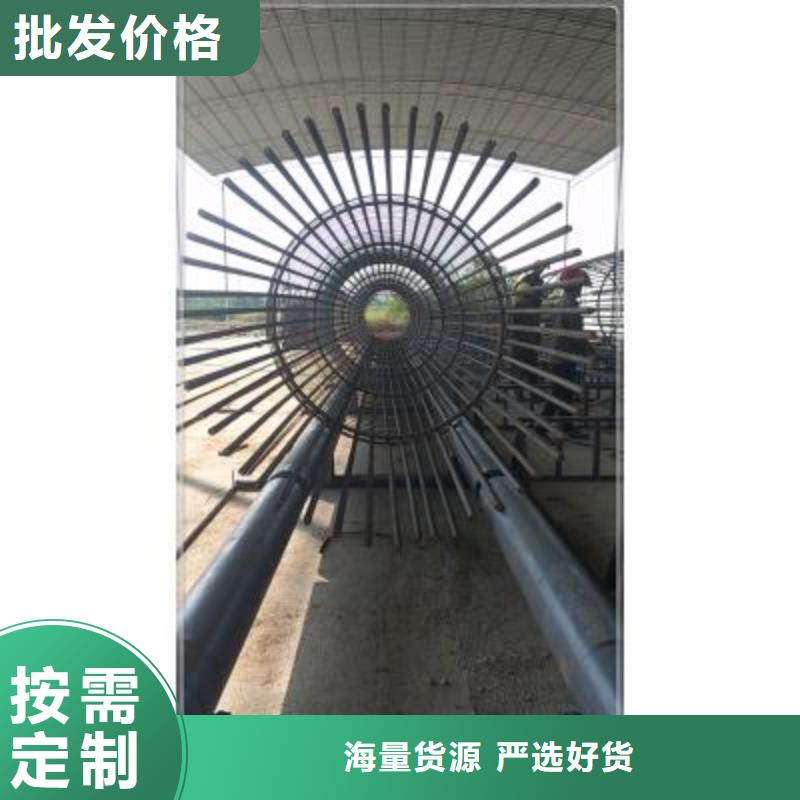
筋笼绕筋机加工速度快:正常情况下备料及滚焊部分5人一班,分班作业,10个人就可以加工30多个12米长成品笼笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。加工质量稳定可靠:由于采是数控机械化作业,主筋、缠绕筋间距均匀,钢筋笼直一致,产品质量完全达到规范要求。在实际中工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使机械加工后,监理对机械化加工钢筋笼基本实行了。一、钢筋进场必须具有合格证,每批材料,每种规格均需抽样检查合格后方可使用。二、钢筋笼制作必须严格按设计图 和规范要求执行。一般钢筋笼用焊接,个别连接点用绑孔。钢筋笼外侧的钢筋可用空心穿孔砼预制圆柱体,或直接用 钢筋弯曲成型并焊接在主筋上,以保证主钢筋保护层厚度。



潜水钻机宜用于粘性土、砂土、淤泥和淤泥质土等,尤宜于地下水位较高的土层中成孔。钻孔时为防止坍孔用泥浆护壁。在粘土中用清水钻进,自造泥浆护壁;在砂土中应注入制备的泥浆钻进。利用泥浆循环排除钻削下的土屑,钻至要求深度后要清孔以排除沉在孔底的土屑,桩的沉降量。目前在高层建筑和桥梁等大型工程中推广应用的大直径钻孔灌注桩多用此法施工,桩径多在1m以上,桩底部还可扩孔,单桩承载能力可达数千吨。(2)沉管灌注桩:用锤击或振动将带有钢筋混凝土桩靴(桩尖)或活瓣式桩靴的钢管沉入土中,然后灌注混凝土同时拔管而成桩。用锤击沉管、拔管者称锤击灌注桩;用激振器的振动沉管、拔管者称振动灌注桩。此法成桩易发生断桩、缩颈、吊脚桩、桩靴进水和进泥等弊病,施工中注意检查并及时处理。此外,还有用使桩孔底部形成扩大头以增大承载能力的爆扩灌注桩。绕筋机



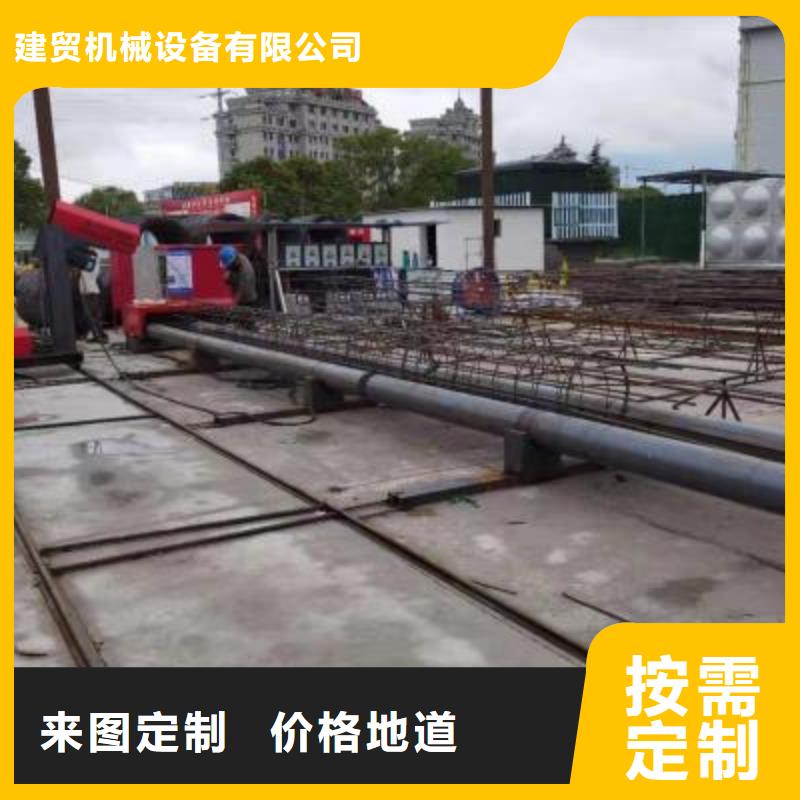
建贸机械设备有限公司从事研发和生产 金华武义全自动钢筋笼滚焊机。公司仓储面积大,能够给各地客户提供各种规格 金华武义全自动钢筋笼滚焊机。公司产品交货快、规格特殊产品也可定做加工的特点。集生产,加工、销售,物流配备一体化的模式,方便并满足客户需求,实现一站式采购。经由数年发展,建贸机械设备有限公司在各界友朋们的大力支持下取得了骄人的成绩。我们始终以“精益求精,用户至上,与时俱进,匠心品质”的原则,实诚做人、做事,为各界朋友提供合格产品。期待能与更多朋友们携手共创繁荣!欢迎国内外客户莅临考察!



钢筋笼绕筋机目前是钢筋加工行业必不可少的设备之一,经过多年的摸索和发展,施工现场对钢筋加工设备的使用要求也逐步提高。原始的手工制作、机械加工日渐不能满足现阶段和以后钢筋加工行业的需要,数控钢筋加工设备的应用势必推动整个行业的发展。钢筋笼绕筋机工作效率高,大大节省了人力,主要用于高速公路、高速铁路标准化建设领域、房屋建筑领域的钢筋加工场或施工现场。钢筋笼绕筋机优势1,钢筋笼绕筋机加工范围广,适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因为设备功能影响钢筋笼设计或不能上机生产。2,机械化作业不受人为因素影响,长时间工作可稳定不变。质量稳定。3,钢筋笼绕筋机做出的产品结构紧凑,造型美观。4,成型速度快,待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。5,流水线作业形式,独立施工不受工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6,组合式设计使搬运、安装、声场等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。7,绕筋,主筋可双筋同时制作。



搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的小搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、绕筋机铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。